This guide covers everything engineers, contractors, and municipal operators need to know: what sludge is, how dewatering differs from thickening, the main methods and equipment, conditioning chemistry, end-use options, and the regulatory framework governing it all.
Key Takeaways
- Mechanical dewatering produces a solid cake typically ranging from 15–45% dry solids, depending on equipment type and sludge composition
- Dewatering is not the same as thickening — thickened sludge still flows freely at ~4–6% solids
- Primary methods include filter pressing, centrifugation, geotextile dewatering bags/tubes, and drying beds
- Polymer, ferric chloride, or lime conditioning is required before mechanical dewatering can work effectively
- Dewatered cake cuts disposal costs, enables water reuse, and supports compliance with EPA 40 CFR Part 503
What Is Sludge? Sources, Types, and Composition
Sludge is the semi-solid residual left behind after wastewater treatment — not raw sewage. Sewage is untreated wastewater entering a treatment works; sludge is what remains after those solids have been separated out. Under 40 CFR Part 503, sewage sludge is formally defined as the solid, semi-solid, or liquid residue generated during treatment of domestic sewage.
Where Sludge Comes From
Two primary sources dominate:
- Municipal wastewater treatment plants — Primary sludge settles out of wastewater in sedimentation tanks during initial treatment. Secondary (biological) sludge is the microbial floc generated in aeration basins during the activated sludge process, then collected in secondary clarifiers.
- Industrial processes — Manufacturing, food processing, mining, and chemical production all generate process sludge with compositions that differ sharply from municipal streams.
Why Composition Matters
Raw sludge is roughly 94–97% water at the point it enters dewatering operations. It also contains organic compounds, pathogens, and chemically bound water that resist simple separation. Pre-treatment conditioning — typically chemical or thermal — breaks those bonds and makes mechanical dewatering viable.
When sludge is treated to meet EPA quality standards, that material qualifies as biosolids — a distinct EPA classification. Biosolids can be land-applied as a fertilizer or soil conditioner. The pathway from raw sludge to beneficial reuse depends heavily on getting dewatering right.
What Is Sludge Dewatering? Definition, Goals, and How It Differs from Thickening
Sludge dewatering is the mechanical or physical process of removing the majority of water from sludge to produce a solid, non-free-flowing material called cake. The goal: reduce volume and weight enough that storage, transport, and disposal become cost-effective.
Dewatered cake solids content varies by method. According to EPA technology fact sheets:
- Belt filter press: 15–30% dry solids
- Centrifuge: 10–35% dry solids
- Recessed-plate filter press: 30–50% dry solids
The 15–45% range used as a planning envelope reflects the spread across these technologies, not a guaranteed output from any single machine or sludge type.
Sludge Thickening vs. Sludge Dewatering: Key Differences
These are two distinct unit processes that are often confused. Here's a direct comparison:
| Factor | Thickening | Dewatering |
|---|---|---|
| Water removed | Free water only | Free + interstitial (floc-bound) water |
| Resulting solids | ~4–6% total solids | 15–50% total solids |
| Product consistency | Still flows freely | Solid cake — does not flow |
| Typical use case | Pre-treatment before digestion | Final step before disposal or reuse |
Gravity thickening from 3% to 6% solids cuts sludge volume by roughly 50%, but the output is still a pumpable slurry. Dewatering removes significantly more water, producing a material that can be conveyed on a belt, loaded into a truck, or spread on a drying bed.
Dewatering is always a downstream step — not an alternative to thickening or digestion. Its position in the treatment train:
- Thickening
- Digestion / stabilization
- Conditioning
- Dewatering
- Biosolids management

Preparing Sludge for Dewatering: The Conditioning Process
Raw sludge resists dewatering because organic compounds bind water molecules within floc structures. Conditioning breaks those bonds, releasing interstitial and bound water so mechanical equipment can remove it efficiently.
Chemical Conditioning Agents
EPA process design manuals identify the following standard conditioning chemicals:
- Polymer flocculants — Most common for belt filter presses and centrifuges; dosage is highly sludge-specific
- Ferric chloride and ferrous sulfate — Inorganic coagulants that destabilize particles and release bound water
- Lime — Raises pH and can support pathogen reduction; adding sufficient lime to raise pH to 12 after 2 hours is recognized under Part 503 as a process to significantly reduce pathogens
The right conditioning chemistry depends on sludge type, equipment, and the intended disposal pathway. Lime conditioning, for example, may support land application eligibility, while polymer-conditioned cake may require different downstream handling.
Poor conditioning is one of the most common causes of underperforming dewatering operations — producing wetter cake, increasing transport weight and cost, and shortening equipment service life. Operators should evaluate conditioning performance through pilot testing before scaling up, since optimal chemical type and dosage vary by sludge composition and target cake solids content.
Common Sludge Dewatering Methods and Equipment
Method selection depends on sludge type, volume, available footprint, budget, and required cake dryness. Four primary approaches address most municipal and industrial applications.
Filter Presses (Recessed-Plate and Belt)
Recessed-plate filter presses produce the highest cake dryness of any mechanical dewatering method. Conditioned sludge is pumped between filter plates lined with filter cloth; pressure forces water through the cloth while retaining solids as cake.
Key performance specs:
- Cake solids: 30–50% (EPA)
- Solids recovery: often above 98%
- Standard operating pressure: ~15 bar (SUEZ)
- Typical cake thickness: ~30 mm for urban sludge
Belt filter presses are a continuous alternative suited to high-volume operations. Conditioned sludge is carried between two tensioned porous belts over a series of rollers with progressively increasing pressure, producing cake at 15–30% dry solids (EPA). Belt presses require consistent polymer conditioning and are sensitive to feed solids variability.
Centrifugation
Solid-bowl (decanter) centrifuges spin sludge at high speed inside a rotating cylindrical drum. Centrifugal force pushes denser solids to the drum wall; liquid migrates to the center and discharges from one end while an internal screw conveyor (scroll) moves dewatered cake to the other end.
Key characteristics per EPA fact sheets:
- Cake solids: 10–35% depending on sludge
- Centrate is returned to the head of the plant
- Advantages: compact footprint, enclosed system limits odor and pathogen exposure
- Limitations: high power consumption, noise, maintenance demands, wear risk from abrasive feeds

Geotextile Dewatering Bags and Tubes
Geotextile dewatering uses permeable fabric containers — bags or tubes — filled with conditioned sludge. Water drains passively through the fabric while solids consolidate inside. No mechanical pressure is required.
This method is well-suited to:
- Lagoon cleanouts
- Dredging operations and dredged material management
- Construction site sediment control
- Large-volume, low-pressure dewatering scenarios
For Iowa dredging, construction, and lagoon projects, Coleman Moore Company supplies dewatering bags in multiple sizes, along with complementary products such as turbidity curtains and sediment logs for broader site water quality management.
Sludge Drying Beds
Conditioned sludge is spread in a layer — typically around 300 mm — over a sand-and-gravel bed with underlying drainage pipes. Water drains by gravity into collection pipes; surface evaporation removes additional moisture over time. In arid climates, EPA reports a 30 cm layer can reach 40–50% solids in 30–40 days; humid or cold conditions extend drying times considerably.
- Best for: Smaller municipal facilities with sufficient land area
- Limitations: Entirely weather-dependent; not practical for year-round high-throughput operations
Key Benefits of Sludge Dewatering
Volume and Weight Reduction
As solids concentration increases, sludge volume drops dramatically — and that reduction is the core economic driver of dewatering. EPA notes that gravity thickening alone from 3% to 6% solids cuts volume by 50% — and mechanical dewatering pushes solids far higher, reducing the number of transport trips, landfill airspace consumed, and storage requirements. Actual reduction rates vary — always calculate using site-specific starting and ending solids content.
Transportation and Disposal Cost Savings
Dewatered cake is significantly cheaper to haul than liquid sludge. Lower weight per load delivers several practical advantages:
- More material per truck, reducing total trip count
- No risk of liquid spills on roadways
- Lower tipping fees at disposal sites
One WEF case study cited a landfill acceptance standard of 15% solids minimum and hauling costs of approximately $354 per trip including the first 4 tons — illustrating how solids content directly affects operational economics for municipalities and contractors.
Filtrate Return and Water Recycling
The liquid separated during centrifugation (centrate) or filtration (filtrate) is returned to the head of the treatment plant per standard EPA guidance. Returning this water reduces demand on incoming supply and lowers energy consumption on influent pumping — a measurable efficiency gain for any treatment facility.
Regulatory Compliance
Operational improvements only hold up if the material meets regulatory requirements. EPA 40 CFR Part 503 is the federal framework governing sewage sludge use and disposal, covering:
- Land application
- Surface disposal
- Incineration
Dewatered sludge that meets applicable standards can be safely landfilled, land-applied, or incinerated without the liquid handling risks associated with unprocessed material.
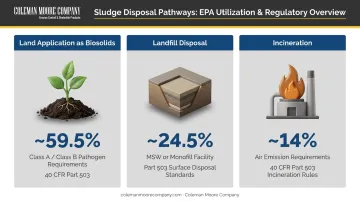
Sludge Disposal and Reuse Options After Dewatering
Three main pathways exist for dewatered sludge cake, each with distinct regulatory requirements:
| Pathway | EPA Volume Share | Key Requirements |
|---|---|---|
| Land application as biosolids | ~59.5% (2.39M dry metric tons) | Class A or Class B pathogen reduction; Part 503 pollutant, site, and management standards |
| Landfill disposal | ~24.5% (982,000 dmt) | MSW landfill or sludge-only monofill; Part 503 surface disposal standards |
| Incineration | ~14% (558,000 dmt) | Part 503 incineration rules; air emission requirements |
Land application — the most common pathway — hinges on pathogen classification. Class A biosolids have pathogens reduced to below detectable levels and face fewer land-use restrictions. Class B biosolids may contain detectable pathogens and carry site-use restrictions designed to protect public health.
Your conditioning chemistry also affects which pathway is open to you. Lime conditioning raises pH and can contribute to pathogen reduction, supporting Class A or B eligibility for land application. Polymer-conditioned cake may require additional treatment before land application is practical.
Emerging Regulatory Considerations
Two issues are actively reshaping land application programs:
- PFAS (per- and polyfluoroalkyl substances): EPA released a 2025 draft risk assessment for PFOA and PFOS in biosolids, finding there may be human-health risks in some land application or disposal scenarios. This is a draft, not a completed national ban, but project teams should track EPA rulemaking updates and assess site-specific exposure pathways.
- Microplastics: A 2024 Science of the Total Environment study found long-term biosolids application contributed to microplastic accumulation in soil. Regulatory responses are still evolving.
Given these open questions around PFAS and microplastics, consult your state regulatory agency or a licensed engineer before committing to a land application pathway — requirements and risk profiles are shifting.
Frequently Asked Questions
What is the best way to dewater sludge?
There is no single best method — it depends on sludge type, volume, available footprint, and budget. Recessed-plate filter presses deliver the highest cake dryness for industrial and municipal sludge; centrifuges suit continuous high-volume operations; geotextile bags are a practical choice for large-volume or construction site applications.
Is sludge the same as sewage?
No. Sewage is raw, untreated wastewater entering a treatment system. Sludge is the concentrated solid residual separated from wastewater during treatment. Sludge has already passed through treatment — sewage has not.
What is the difference between sludge thickening and sludge dewatering?
Thickening removes only free water, bringing sludge to roughly 4–6% dry solids — it still flows freely. Dewatering removes both free and bound water, producing a solid cake at 15–50% dry solids that can be handled and transported like a solid.
What chemicals are used to condition sludge before dewatering?
Common conditioning agents include polymer flocculants, ferric chloride, ferrous sulfate, and lime. These destabilize sludge particles and release bound water, speeding up filtration and producing drier cake. Lab jar testing typically determines which agent works best for a given sludge.
What happens to sludge cake after dewatering?
The three main pathways are land application as biosolids fertilizer (EPA 40 CFR Part 503), landfill disposal, and incineration for energy recovery. Which pathway applies depends on pathogen reduction achieved, chemical content, and local regulations.
Can sludge dewatering methods be used on construction sites?
Yes. Geotextile dewatering bags and tubes are widely used on construction sites, dredging projects, and stormwater management applications. They offer a cost-effective, low-infrastructure approach to managing sediment-laden water without heavy mechanical equipment.